-
Автор темы
Никита1208
Как править вмятину в профильной трубе!
Уважаемые специалисты. Возник вопрос с правкой трубы.
Есть вмятина на профильной трубе (стойка металлической двери). Толщина металла 1,5-2мм.
Подскажите каким способом можно вытянуть вмятину? Возможно есть инструмент, который «всовывается в трубу» и как распорка выпрямляет изнутри…
Сам я не специалист, и мало что понимаю в слесарном деле. Спасибо!
- Вложения
-
-
-
-
-
 1998 просмотров")
 1998 просмотров")
 1998 просмотров")
 1998 просмотров")
 1998 просмотров")
-
штурман 001
Как править вмятину в профильной трубе!
Сообщение #2 штурман 001 » 09 дек 2019, 19:38
Отправлено спустя 2 минуты 25 секунд:
Никита1208, это что за металл? Вырежь вмятину, ввари ровную пластину, зашлифуй. Можешь вырезанный участок выпрямить и его же вварить
-
Автор темы
Никита1208
Как править вмятину в профильной трубе!
Сообщение #3 Никита1208 » 09 дек 2019, 19:42
Спасибо, финишную отделку(краску) нельзя портить, так как она запекается в камерах, выкрасить как заводских условиях не получится. Металл обычный, ничего особенного
-

Валерий

Как править вмятину в профильной трубе!
Сообщение #4 Валерий » 09 дек 2019, 20:17
Я думаю без сильного прогрева, правки/замены и последующей заварки не обойтись. Все дело в мастерстве, навыках.
Думаю что без нарушения целостности трубы и окраски тут не выправить, металл толстый.
-

AnSm

Как править вмятину в профильной трубе!
Сообщение #5 AnSm » 09 дек 2019, 20:22
Толькотесли городить домкратик специально для такой трубы. Вводить его в трубу, и длинным воротоком, что будет часть домкратика, крутить. Домкратик будет разжимать стенки трубы.
Ну по типу складного домкрата от газели что то нужно делать. Только проще расклинивающего типа. Две щечки и два клина между ними. Клинья воротком сжимаются и раздвигают типа сухарей, что раздвигают стенки трубы
-

ROW

Как править вмятину в профильной трубе!
Сообщение #6 ROW » 09 дек 2019, 20:25
Валерий писал(а):Источник цитаты Думаю что без нарушения целостности трубы и окраски тут не выправить,
без нарушения целостности трубы можно попробовать вытянуть, приварив петли,уши,крюки,штыри (смотреть по месту) и тянуть гидроцилиндром/домкратом через систему опор/рычагов, а вот без нарушения окраски вряд ли, выйдет, изнутри запаса в трубе нет, для подсовывания рычага, да и труба не тонкая 1,5-2мм не выдавить на таком длинном плече, проще и быстрее как Владимир штурман 001, предложил вырезать,сделать накладку зачистить и свозить в порошковую окраску.
Каждый убежден, что другие ошибаются, когда судят о нем, и что он не ошибается, когда судит о других.
-
fox_count
Как править вмятину в профильной трубе!
Сообщение #7 fox_count » 09 дек 2019, 20:39
Можно попробовать но может не сработать. Вся надежда на качественное ЛКП, если ЛКП гавно 100% не сработатет. 1 варинат это термоклей. 2 эпоксидка. На термоклей (эпоксидку) приклеить болт шляпкой к раме и попробовать аккуратно выбить обратным молотком, после аккуратно погреть строительным феном термоклей (эпоксидка в районе 200 град.) должна сойти.
-

Слесарь ремонтник

Как править вмятину в профильной трубе!
Сообщение #8 Слесарь ремонтник » 09 дек 2019, 20:42
там не только без нарушения, но и чтоб не пацарапать.
Отправлено спустя 2 минуты :
Вы же внимательно читайте.
Требуется правка путем телепортации и пристального взгляда.
Отправлено спустя 2 минуты 22 секунды:
а если серьезно, то с противоположной отверстия. и домкратом, примотав через через и вставив что то пытаться выдавливать. но по любасу потом варить.
-
штурман 001
Как править вмятину в профильной трубе!
Сообщение #10 штурман 001 » 09 дек 2019, 20:54
Выдавить до первоначально прямого состояния никак не получится, если только мож какой проктолог талантливый в слесаря подался.
Городить на 10т.р оснастку, чтоб выпрямить вмятину и то не гарантия. Проще заново каркас сварить и покрасить, дешевле выйдет
| Рис. 6.10. Приспособление для правки вмятин в трубах | 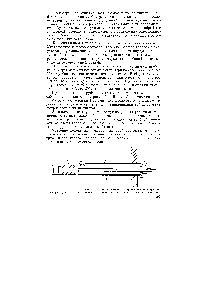 |
| Рис. 67. Газовый ме- Рис. 68. Приспособление для правки вмятин в шок в кожухотрубчато.ад трубах | 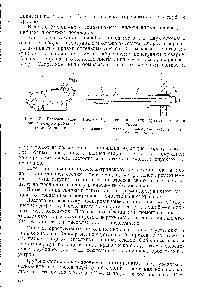 |
| Рис. 103. Приспособление для правки вмятин в трубах /—оправка 2— штанга с резьбой 3—шайба 4 —гайка 5 —труба 5 — вмятина | 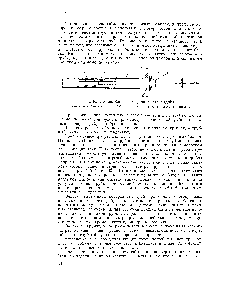 |
Правка вмятин в трубах осуществляется с помощью приспособления, показанного на рис. 6.10. Штанга 2 продевается через трубу до упора оправки 1 во вмятину. После этого на штангу надеваются шайба 3 и гайка 4. При завинчивании гайки оправка выпрямляет вмятый участок. [c.209]
На рис. V- показано простейшее приспособление для правки труб. Таким путем можно выправлять трубы диаметром до 325 мм и толщиной стенки до 10 мм на угол 3—5° за один прием. Вместо винта можно применять гидравлический домкрат, который используется также для выправления вмятин на трубах диаметром 350 мм и более. Гидравлические домкраты грузоподъемностью 10 т с приспособлениями для правки труб выпускаются Ногинским механическим заводом. [c.176]
Правку концов труб Оу 350—1000 мм, имеющих местные вмятины, производят с помощью гидравлического домкрата ДГ-ЮСП, который снабжен комплектом сменных приспособлений, состоящих из двух опорных наконечников с удлинителями, один из которых крепят к плунжеру домкрата, а другой — к днищу корпуса. [c.92]
Вмятины на трубах диаметром 350—1050 мм можно выправлять с помощью гидравлического домкрата грузоподъемностью 10 тс с приспособлениями для правки труб, выпускаемого Ногинским механическим заводом (рис. 5, а). При правке труб диаметром 450 мм и более применяются специальные удлинители (рис. 5, б). [c.37]
Обнаруженные при ревизии дефекты устраняют следующим образом. Неплотно сидящие в гнездах трубной решетки концы труб довальцовы-вают, пока они не перестанут издавать при простукивании молотком дребезжащий звук. Если достичь этого не удается, значит труба пере-вальцована и ее следует заменить новой или удалить, заглушив оставшиеся свободными гнезда резьбовыми заглушками. Вмятины на трубах исправляются при помощи приспособления, состоящего из оправки, диаметр которой равен внутреннему диаметру трубы, прикрепленной к штанге с резьбой (рис. 103). Штангу продевают через подвергающуюся правке трубу, пока оправка не упрется во вмятину. Затем на штангу надевают шайбу и навинчивают гайку. После того как шайба и гайка упрутся в конец трубы, при дальнейшем завинчивании гайки штанга начнет протягивать оправку через вмятый участок трубы, благодаря чему вмятина выправится. [c.154]
Три способа выпрямить стальную профильную трубу
Иногда, например, при проведении или модернизации водопровода в сельской местности, возникает необходимость в выпрямлении стальных труб. Вот несколько наиболее распространенных методов осуществления этой процедуры.
1. С помощью мела обозначаем на поверхности трубы тот участок, который собираемся выпрямлять. Находим подходящую горизонтальную металлическую плоскость, в идеале – рихтовочную плиту. Затем помещаем на нее трубу изгибом кверху. Ручным ударным инструментом (молотком либо кувалдой) через деревянную прокладку наносим удары по ранее отмеченному выпуклому участку трубы до его выравнивания. Следует дозировать силу ударов, чтобы случайно не деформировать изделие. Этот метод трудноосуществим в одиночку, так как труба круглого сечения будет проворачиваться под ударами, так что кому-то нужно фиксировать ее положение. Подкладывание под трубу мягкого материала (например, древесины) позволяет быстрее достичь цели за счет снижения пружинистости.
2. Плотно закрываем один конец трубы заглушкой, полностью заполняем трубу песком и заглушаем со второго конца. Такая подготовка необходима для предотвращения деформации по диаметру. Далее трубу помещаем под пресс таким образом, чтобы изгиб был сверху. Потом газовой горелкой (паяльной лампой) нагреваем место изгиба до ярко-красного цвета, перемещаем трубу на пару сантиметров дальше под пресс и снова нагреваем. Повторяем последовательность действий до полного выпрямления изделия.
3. Для этого способа необходимо подобрать такой отрезок другой трубы, в который относительно свободно помещается подлежащая выпрямлению труба стальная профильная. Лучше всего, если это будет отрезок цельнокатаной трубы с толстыми стенками. Крепко зажимаем его слесарными тисками, заранее зачистив внутреннюю поверхность от заусенцев. Ту трубу, которую необходимо сделать прямой, наполняем песком таким же образом, как и в предыдущем методе. Затем вставляем трубу меньшего диаметра в большую, помещаем ее согнутым местом поближе к краю отрезка, нагреваем с помощью паяльной лампы либо газовой горелки и постепенно, плавно отжимаем в обратную от изгиба сторону, придавая необходимую форму.
Обратите внимание!
Во всех трех вариантах выпрямления следует соблюдать разумные меры предосторожности, в частности – производить работы в защитных перчатках и дожидаться полного остывания мест нагрева. Это позволит не только избежать травм, но и предупредить случайную деформацию металла, еще не вернувшегося в обычное, твердое, состояние.
Один из самых распространенных видов полимерных труб – из полиэтилена низкого давления (ПНД). Это недорогой и доступный материал, трубы из него применяются для напорных систем водоснабжения и безнапорных канализационных сетей.
Мы приветствуем нашего читателя и расскажем в этой статье о преодолении некоторых сложностей, возникающих при монтаже полиэтиленовых труб, в частности, как согнуть или выпрямить трубу ПНД.
Фонарь снят. Доступ к обратной стороне повреждения открыт. Вмятина высвечена лампой.
Мы, конечно, уже знали, что можно, например, предварительно «вытянуть» вмятину приспособлениями вроде приклеиваемых грибков, присосок и т. п. Нынче это довольно популярные технологии. Но не обязательные. Наш мастер не стал тратить на них время, а начал с другого. Включив лампу подсветки, он основательно (и довольно долго) простукивал пластиковым керном весь периметр вмятины. внутрь! Кто-то скажет: где тут логика? А она вот в чем. Металл в этих местах, понемногу выправляясь, как бы подтягивал середину вмятины наружу, что должно было облегчить последующие действия крючками. Как видим, то, что делал мастер, даже с точки зрения сопромата непросто, а уж на практике — тем более!
Частые ошибки
Главная ошибка – перегрев заготовки или недостаточный прогрев. В первом случае полиэтилен начнет плавиться (температура плавления ПНД всего 107°С), во втором – внутренний слой не прогреется, и полиэтилен будет хрупким и лопнет при сгибании. При перегреве заготовка будет слишком пластичной и при охлаждении будет иметь недостаточную прочность.
Наше видео поможет Вам разобраться с тонкостями монтажа изделий из полиэтилена низкой плотности:
Изгибать трубу из полиэтилена диаметром до 90 мм следует не более, чем за сорок секунд.
При нагреве газовой горелкой велика вероятность воспламенения полимера.
Нежелательно изгибать заготовку на угол, больший 90 градусов – велика вероятность повреждения места изгиба.
Минимальный радиус изгиба при гибке в горячем состоянии должен быть не менее трех наружных диаметров.
После первоначальной правки мастер переходит к доводке поверхности крючками.
Покончив с этим делом, жестянщик начал «массировать» вмятину изнутри. Движения крючком мягкие, расчетливые, без суеты. Процесс долгий — несколько часов с перерывами на краткий отдых для глаз: от напряжения и слепящего света лампы они очень устают. Любопытно, что поначалу мастер не особенно заботился об идеальной форме того, что получалось, — ямки, бугорки. Кое-кто из зрителей даже начал проявлять беспокойство, но спустя какое-то время неровности стали чудесным образом исчезать, а крыло «Кэдди» — все больше походить на новое. Таково высокое искусство! Результат показываем на последнем снимке.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Разница между значениями определяет общую ширину пропилов.
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.

Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
Сколько стоит одна стальная, профильная труба размером 20·20 мм? По последним данным шестиметровый отрезок можно приобрести по цене 320…360 руб. Получается, что стоимость процесса обойдется примерно столько же, сколько стоит сама труба. При этом придется затратить более полутора часов на одну дугу. Внешний вид готовых изделий далек от совершенства. Для придания товарного вида необходимо производить шлифование, применяя абразивный инструмент. Эта операция по времени сопоставима с затратами на выполнения сварочных работ. Лепестковые круги еще больше увеличат прямые эксплуатационные затраты.

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
Вмятины как не бывало. А глазам мастера требуется продолжительный отдых.
Описанные операции обошлись нашей бухгалтерии в 5000 рублей. Но любой знает, что ремонт крыла традиционными способами стоил бы в разы дороже. Самое же главное — наш автомобиль, если проверять его лакокрасочное покрытие приборами, останется в категории небитых! Так почему же все еще в почете шпатлевка? Всё просто. Моментально твердеющая полиэфирная масса позволяет откровенно халтурить: можно вылепить из нее даже то, что давно сгнило, затем окрасить машину и получить от владельца немалые деньги. Конечно, хозяин древнего авто может и мириться с наслоениями шпатлевки, пока «это» еще ездит. А вот владельцу свежей машины советуем ни в коем случае не спешить к горе-мастерам. Традиционные способы ремонта создают уйму проблем — от коррозии помятого места до неприятностей при продаже: ведь от современных приборов шпатлевку не скроешь.
Итак, не все технологии стоит осваивать, игнорируя специалистов. Напомним шутку: «По канату, натянутому через ущелье, ходить вовсе не трудно, — только держи равновесие!». Попробовать не желаете?
ВЫРАВНИВАНИЕ СТЕН С ПОМОЩЬЮ ГИПСОКАРТОНА
В квартире, о которой идет речь, на большинство стен ГКЛ будут крепиться непосредственно к поверхности. Каркас появится лишь в трех местах – в зоне кухни, в ванной и в углу гостиной. В кухне и ванной гипсокартон «зашьет» трубы, в комнате каркас скроет балку под потолком.
Как выровнять стены в квартире без использования каркаса? Вам понадобится специальный монтажный клей, собственно сами гипсокартонные листы, отвес, водяной уровень, саморезы, нить и большой канцелярский нож, чтобы подгонять ГКЛ под нужные размеры.

По периметру стены вкрутите саморезы (маячки), протяните между ними крепкие, лучше – цветные, нити.

Потом по горизонтали (вдоль верхней натянутой нити) через каждые 60-70 см устанавливаем подпотолочные саморезы, с помощью отвеса и водяного уровня определяем место для вертикальных «маячков». И так покрываем всю поверхность стены своеобразными метками.

Для этого ремонта были закуплены листы гипсокартона размером 120 на 300 см. Чтобы подогнать длину листа под «рост» стен, нужно было их слегка укоротить – это легко сделать с помощью рулетки и канцелярского ножа.

Перед наклеиванием гипсокартонные листы следует обработать грунтовкой – для лучшего сцепления клея с поверхностью.

Затем переходим к приготовлению клеевого раствора – смешиваем монтажный клей с водой в нужной, указанной на пакете, пропорции.

С помощью миксера замешиваем клей – до образования массы средней густоты. Не нужно сразу замешивать много клея – он быстро (примерно через 1-1,5 часа) высыхает. На один лист гипсокартона понадобится примерно около 10 кг клея.

Инструкция на пакете с клеем рекомендует наносить клей на гипсокартон, но это касается листов небольших размеров. Если вы имеете дело с крупногабаритным материалом, лучше клей наносить на стены в квартире. Наносить клей можно крупными мазками или точечно – жирными «плюшками».

Лист гипсокартона прижимаем плотно к стене, чтобы он уперся в шляпки саморезов.

Когда лист приклеен, необходимо выставить его по уровню – отметка на нем должна быть исключительно нулевая. Это сигнал, что стены будут идеально ровными.
ЖИЗНЕННЫЙ ОПЫТ
Выправлять вмятины без перекраски, с сохранением заводского покрытия, сегодня научились повсюду. Если грамотно воздействовать на деформированный металл, то вмятину можно полностью убрать, не повредив при этом прочное и эластичное лакокрасочное покрытие. Но важный нюанс процесса в том, что на вмятину нельзя просто давить. Так исходную форму детали не восстановишь. Чтобы это понять, представим, что помята дверь и хозяин, вставив внутрь резиновый баллон, накачивает его. Нагрузки распределятся так, что заломанный металл вмятины не выпрямится, а всё остальное будет потянуто! Следует локально воздействовать на некие ключевые точки, затем на другие — и так далее. Дело чрезвычайно кропотливое. Но говорят же, что оно мастера боится. А так как прямой доступ к вмятинам изнутри есть не всегда, в ход идут особые рычаги, крючки — различных форм, размеров, жесткости. Как ими воспользоваться, опять-таки определяет мастер.
Источник
Процесс гибки своими руками
Не всегда есть горячее солнце, горячая вода и песок, домашняя баня или сауна. В таком случае домашнему мастеру придет на выручку строительный фен. С его помощью можно согнуть короткую заготовку, можно выпрямить длинный кусок для наружного водопровода или загнуть его.
Необходимые инструменты и материалы
Для выполнения гибки Вам понадобятся:
- строительный фен;
- заготовка;
- рукавицы;
- оправка. Оправку выполняют из брусков, набитых на древесностружечную плиту, ОСП, ДВП (для маленьких диаметров).
Ход работ

- заготовку прогревают на участке, который будут сгибать, для равномерного нагрева нужно вращать заготовку;
- затем нужно плавно согнуть трубу , после уложить в каркас;
- дать остыть, выдержать несколько минут;
- затем снять и дать еще полежать не менее 15 минут.
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Порядок действий (пошаговая инструкция):
- Делим опору на 6 равных частей. Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
- На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;

- Саму балку закрепляем к металлическому столу;
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
- Привязываем ее к балке веревкой (фиксируем);


- Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!


Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.

Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.

Правка — вмятина
Cтраница 4
Сборка труб с заводским продольным швом, сваренным с одной стороны, производится таким образом, чтобы продольные швы обеих труб имели смещение не менее 100 мм. При сборке труб, у которых заводской шов выполнен с внутренним подваром, смещение продольных швов необязательно. Допускается правка плавных вмятин на торцах труб глубиной до 3 5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа ( 55 кгс / мм2) допускается правка вмятин и деформационных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100 — 150 С.
[46]
Правку местных вмятин и искривлений кромок труб, глубина которых не превышает 3 5 % диаметра трубы, а также исправление эллипсности концов труб выполняют с применением специальных разжимных устройств или внутренних центраторов при сборке. Правку вмятин на трубах из сталей с нормативным временным сопротивлением 550 МПа и выше выполняют с местным подогревом до температуры 100 — 150 С. При правке вмятин на трубах из менее прочных сталей подогрев нужно проводить только при отрицательных температурах воздуха.
[47]
Процесс предварительного выравнивания вмятин путем выбивания вогнутой части панели до получения ее правильной формы в грубом виде называют выколоткой. Процесс окончательного выглаживания поверхности после выколотки называют рихтовкой. При правке вмятины под нее устанавливают поддержку 2 ( рис. 5.5, а), ударами выколоточного молотка по вмятине выбивают ее до уровня неповрежденной части поверхности; подравнивают деревянной или резиновой киянкой оставшиеся после выколотки бугорки. При правке вмятин соблюдают следующие требования: глубокие вмятины без острых загибов и складок выравнивают, начиная с середины и постепенно перенося удары к краю; вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки; пологие вмятины выправляют с краев, постепенно перенося удар к середине.
[48]
Это устройство применяют для правки вмятин на трубах диаметром 630 — 1420 мм с толщиной стенок до 22 мм. Для труб из стали с ств до 539 МПа допускается правка вмятин и деформированных концов при положительной температуре без подогрева. При отрицательной температуре окружающего воздуха проводят местный подогрев до 100 — 150 С. Правку труб из стали с ав539 МПа осуществляют с местным нагревом до 150 — 200 С при любых температурах окружающего воздуха. Участки труб с вмятинами глубиной более 3 5 % диаметра, а также с резкими деформированными краями, имеющими надрывы и надрезы, обрезают ацетилено-кислородной резкой или механическим способом.
[49]
Однако в ряде случаев вследствие недостаточной осторожности все же происходит коробление металла по линии сварки. Обоазовавшийся при этом бугорок или впадину нельзя выравнивать простыми ударами молотка, так как коробление, уничтоженное в одном месте, переходит в другое. Для выравнивания-та-ких поверхностей следует руководствоваться указаниями, данными выше для правки вмятин с нагревом.
[50]
Второй метод сборки и сварки неповоротных стыков магистральных трубопроводов ( поточно-групповой) применяют для достижения высокого сменного темпа при сварке труб большого диаметра. Сборочно-сва-рочная бригада ( до 48 сварщиков) состоит из нескольких звеньев, выполняющих подготовительные работы, сборку и сварку корневого слоя шва и сварку заполняющих и облицовочного слоев. Звено, осуществляющее подготовку секций к сборке и сварке, выполняет подтаскивание секций, очистку внутренней полости, правку вмятин и зачистку кромок труб под сварку. Звено сборки и сварки первого слоя шва осуществляет сборку стыков с помощью внутреннего центратора, обеспечивая необходимый зазор между кромками труб. Затем, в зависимости от принятого варианта сварки стыков, выполняется сварка корневого слоя шва или накладываются прихватки длиной 80 — 100 мм на расстоянии 300 — 380 мм. Марку электрода выбирают в соответствии с техническими условиями на трубы в зависимости от свариваемой стали. Корневой слой шва сваривают электродами диаметром 3 — 4 мм.
[51]
Трещины на головке цилиндров устраняют сваркой при условии, если она не проходит через крепежные отверстия. Нецелесообразно ремонтировать головки цилиндров, если у них выломаны стенки гнезда под шип кронштейна надрамника или даже при наличии трещины в стенке гнезда длиной более половины длины шипа кронштейна. Корпус телескопического подъемника при наличии трещин любого характера и расположения не ремонтируют, производят лишь расточку цилиндра под ремонтный размер при больших из-носах или после правки вмятин на корпусе цилиндра.
[53]
Процесс предварительного выравнивания вмятин путем выбивания вогнутой части панели до получения ее правильной формы в грубом виде называют выколоткой. Процесс окончательного выглаживания поверхности после выколотки называют рихтовкой. При правке вмятины под нее устанавливают поддержку 2 ( рис. 5.5, а), ударами выколоточного молотка по вмятине выбивают ее до уровня неповрежденной части поверхности; подравнивают деревянной или резиновой киянкой оставшиеся после выколотки бугорки. При правке вмятин соблюдают следующие требования: глубокие вмятины без острых загибов и складок выравнивают, начиная с середины и постепенно перенося удары к краю; вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки; пологие вмятины выправляют с краев, постепенно перенося удар к середине.
[54]
Страницы:
1
2
3
4
-
09.12.2009 03:55
#1
Как выправить вмятину на банке глушителя из нержавейки?
Форумчане, прошу совета — как выправить вмятину на нержавейке. Хочу заказать выхлопную трассу, возможности посмотреть в реале и пощупать нет, по фотографии видно, что глушитель замят ближе к впускному патрубку. Царапины зашлифовать не проблема, как лучше выправить вмятину?

Bighorn LOTUS SE, 1997, 4jg2
-
09.12.2009 04:19
#2
а как правят пороги, привариваются и и тянут.
-
09.12.2009 06:21
#3
можно и так, но, если надо красиво — резать по шву, выбивать, сварка лучше аргоном… потом полировка…
Жизнь слишком коротка, чтобы ездить на скучных автомобилях!
-
09.12.2009 09:07
#4
-
09.12.2009 09:22
#5
нагрей потом сухой лед приложи…
-
09.12.2009 09:56
#6
а она внутри пустая??? всмысле без переборок?
помню как-то фляжку выправлял песком, засыпая внутрь и утрамбовывая, авантюра еще та
Запчасти МАЗДА и для других иномарок WWW.24SHOPIK.RU
http://baza.drom.ru/user/stas26/
-
09.12.2009 10:46
#7
после воды, будет как морда после пчел наверное.
-
09.12.2009 12:41
#8
вы еще порекомендуйте бензинчику плеснуть, а потом спичку заженную туда сунуть — так лет 20 назад соседу по гаражу порекомендовали бак на ИЖ-ПС выправить, хорошо, что за углом «выправлять» пошел)))))) так бахнуло, что мама не горюй, и бак стал на колобок похож с дырами по всем швам))))))))))))
Жизнь слишком коротка, чтобы ездить на скучных автомобилях!
-
09.12.2009 12:55
#9
к любому автожестянщику- за 15 минут выправит при наличии сварки по нержавейке… потом зачистить,заполировать.. на все провсе не больше часа..
делается просто- в двух словах- стержень с шайбой на конце и надетой на него болванкой килограмма так 3…, свободный конец конец прихватывается к банке, болванкой стукаем по шайбе, вмятина подается наружу, при определенной сноровке вытягивается так, что незаметно, была ли вмятина.. затем зачистка от следов сварки и полировка.. вот как то так..Subaru forester зеленая улитко )SF5 хороший был..
Fabia 2012
-
09.12.2009 13:03
#10
Да по моему легче новый купить и не мучится. Нужно еще посчитать сколько ремонт стоит.
-
09.12.2009 13:57
#11
Сообщение от YevgenUfa
вы еще порекомендуйте бензинчику плеснуть, а потом спичку заженную туда сунуть — так лет 20 назад соседу по гаражу порекомендовали бак на ИЖ-ПС выправить, хорошо, что за углом «выправлять» пошел)))))) так бахнуло, что мама не горюй, и бак стал на колобок похож с дырами по всем швам))))))))))))
Гыыы=)))а мы так в молодости пытались бак от уаза заварить,в итоге бак расцвел как роза=)))
-
10.12.2009 04:30
#12
Сообщение от Владивосток
Да по моему легче новый купить и не мучится. Нужно еще посчитать сколько ремонт стоит.
Спасибо всем за советы. Единственное — менять банку на что-то еще не хочется. Трасса сертифицированная по шуму. HKS овская.
Bighorn LOTUS SE, 1997, 4jg2
-
10.12.2009 06:19
#13
а у меня друго вопрос, ну и примята она ну и что??? это снизу, жа более того вглубине удар был, снаружи невидать будет, чо огород-то городить?
Запчасти МАЗДА и для других иномарок WWW.24SHOPIK.RU
http://baza.drom.ru/user/stas26/
-
10.12.2009 13:20
#14
яйца должны блестеть наверное.
-
11.12.2009 02:03
#15
Сообщение от *Spitfire*
яйца должны блестеть наверное.
Точно!
Bighorn LOTUS SE, 1997, 4jg2
-
11.12.2009 12:24
#16
Сообщение от Makszed
а че с бензинчиком неплохой вариант)) у нас случай был, камазовский бак прогнил, сняли, слили соляру, оставили проветриться на часик, начали варить, так х..йнуло, что думали, пля америкосы воевать начали))) зато вместимость литра на 2 точно увеличилась)) по швам не разошелся, швы крепкие
Вот интересно — о таких случаях расскаывают с самого появления автомобиля, наверно.
-
11.12.2009 13:30
#17
У них воды-то не было видать, раз начали бак варить, не промыв. Да и ладно, лишь бы не рядом со мной
-
11.12.2009 14:06
#18
Сообщение от ММХ
У них воды-то не было видать, раз начали бак варить, не промыв. Да и ладно, лишь бы не рядом со мной
да промыть это мало- пропаривать надо часа 2 ППУшкой, иначе не вымоешь..
Subaru forester зеленая улитко )SF5 хороший был..
Fabia 2012
-
12.12.2009 07:55
#19
Все, заказал, пошел шлифовальные круги покупать….
Bighorn LOTUS SE, 1997, 4jg2
-
12.12.2009 15:45
#20
Сообщение от kolek
Все, заказал, пошел шлифовальные круги покупать….
А вмятина?
А жизнь-то налаживается…)

