![]()
- Пробег для публикации поста в сообщество: 20.00 км
- Читателей: 2764
| Постов: 329
Ремонт, обслуживание и бережный уход за мото другом
Гараж →
Разогнуть силумин — возможно!

Привет, БайкПост!
Достался мне в подарок погнутый кронштейн подножки из силумина. Интернеты в голос твердят, что разогнуть практически нереально — обязательно лопнет… Но, пара хороших советов была оттуда выужена:
- обязательно греть;
- никаких ударных нагрузок, только плавное вытягивание.
Раз достался он мне бесплатно, то и попытаться его выпрямить я решил подручными средствами в гараже и без пресса. И, так как все получилось, выкладываю здесь в копилку знаний — вдруг кому и пригодится.
Попытка номер раз.
Сначала была попытка вытянуть его по подобной схеме:
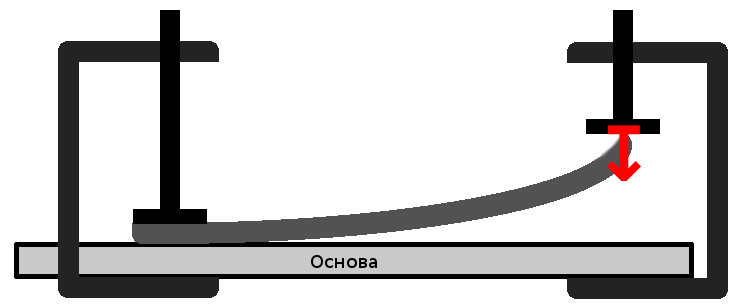
В качестве «основы» не нашлось ничего лучше, чем монтировка. Струбцины — самые обыкновенные, чугунные.
Очень долго пытался приладить монтировку к кронштейну в нужном положении, ведь из него во все стороны торчат ось для лапки тормоза, крепления подножки, глушителя, лягушки стопака… И получилось нечто, что на заглавной фотке. Вот с другого ракурса:

Далее, хорошенько прогреваем и притягиваем струбциной:

Но, к сожалению, у меня ничего не вышло — сначала все пошло как надо, а потом монтировка стала проворачиваться и уперлась в крепление подножки.
Попытка номер два.
Поразмыслив, решил изменить схему на такую:
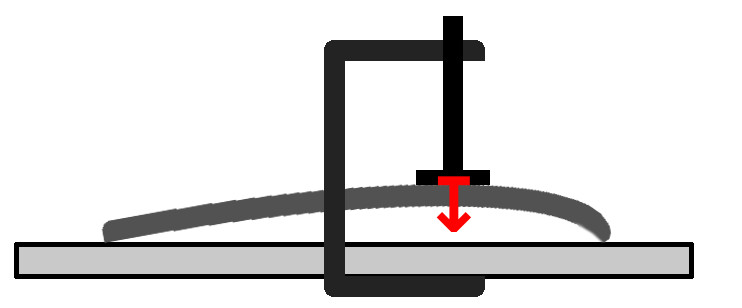
Попытки приладить монтировку в таком положении привели к выводу, что чего-то здесь не хватает. Основная проблема — ось лапки тормоза, которая торчит в сторону «основы». Подключившийся к мозговому штурму коллега предложил идею — подложить с другого конца стальные шайбы на примерную длину этой самой оси. Плюс, в конструкцию пришлось добавить зубило, так как давящая площадка струбцины норовила соскочить с ребра кронштейна из-за его угловатой формы в том месте, где нужно создавать давление. Получилось так:


Снова прогреваем… и все пошло как по маслу.
Итог

- Не так страшен черт, как его малюют. Небольшие деформации лапок, рычагов, кронштейнов и т.п. из силумина можно исправить.
- Грел долго. Не знаю, какая точно была температура в месте сгиба, но стальное зубило начало светиться красным. При желании и знаниях можно попробовать посчитать: материал — силумин, по размеру — кронштейн Дрозда, температура пламени горелки — около 2000 градусов, время прямого нагрева — около 5 минут.
- В холодном состоянии, перед прогревом затягивал струбцину с максимальным усилием. Реально больше ни на градус не прокрутить было. А после нагрева не скажу, что как пластилин, но сил только пальцев хватило, чтобы все выпрямить. И даже немножко перегнуть

- Зубило немного деформировало кронштейн (вдавилось в него). По уму, надо было что-то с большей площадью соприкосновения брать.
- Как часто у меня бывает — идея хорошая, а реализация подкачала Но, мелкие косяки на скорость не влияют.

 Но, мелкие косяки на скорость не влияют.
Но, мелкие косяки на скорость не влияют.Всем добра и удачи на дорогах!
- TheShell
- Павел Шельдяев
- 2 июля 2015 в 15:57
-
8
-
оценка: +47
Только зарегистрированные пользователи могут оставлять комментарии.
Войдите, пожалуйста, или зарегистрируйтесь.
При перепечатке материалов, видео или картинок гиперссылка на «bikepost.ru» обязательна
мотоблоги, Гараж, Разогнуть силумин — возможно!

С этой машиной можно теперь ездить не только по асфальту.
Встал и склеил мне меч! (с) олдовый КВН
Всем привет!
Пару дней назад мне спокойно не сиделось, и я решил убрать из списка важных дел по авто чистку замка задней двери. Не то чтобы там всё было плохо, и она плохо закрывалась… Просто захотелось прочистить и смазать замок.
В общем ничего сложного с обшивкой, а вытащить сам замок было трудно. Но 2 пары рук и желание закончить всё это побыстрее сделали своё дело. Замок в руках, карб на готове. Вымыли его от старой смазки, которая больше была похожа на застывшую ириску. И тут я случайно дернул ручку, которая открывает дверь багажника изнутри. И ручка осталась в одной руке, а сам замок в другой. Засада… Сколько мыслей в голове… Самая главная — где я теперь такой же замок найду?!
Но это всего лишь металл. Правда из силумина. Знакомый аргонщик отказался варить сразу и сказал, что нам вряд ли кто-нибудь в стране поможет — нужна была какая-то супер присадка для аргона.
Но покопавшись в интернете я нашёл эту статью (есть смысл заглядывать дальше 2-й страницы в гуглопоиске).
Как бы я и раньше знал, что супер клей с содой творят чудеса, но не знал об этом в отношении металла. Быстренько сходил за обезжиривателем (в моем случае ацетон для ногтей), ватой, ватными палочками, тюбиком суперклея и содой.
Сам процесс интуитивно понятен. Тщательно обезжирил, пролили на детали клей, посыпал содой. Повторил этот слоённый пирог 4-5 раз и получил монолитную конструкцию.

Полный размер
В процессе. Клей и сода, клей и сода.
Если честно, то со скепсисом верил во всё это, надеялся хотя бы на то, что не будет отваливаться ручка — и ладно.

Полный размер
Вот, что ждало меня утром. Специально сделал слои клея и соды потолще — для надёжности.
Но утром результат весьма порадовал — получилась монолитная и рабочая деталь. Просто взял дремель и шорошкой зачистил техническое отверстие. Если присмотреться, то на фото изнутри видно трещину. Но всё работает, пристрастно провели техническую проверку с другом (он тоже не верил, что можно взять и так просто склеить это все).

Полный размер
Красным обведена трещина в уже зачищенном отверстии.
Многие форумы по сварке и прочим ссылкам гугла говорили о том, как это сложно и геморройно в плане поиска нужных ингредиентов. Но всё оказалось очень просто и почти бесплатно.
Пользуйтесь.
Чем можно склеить силумин?
На чтение 4 мин
Содержание
- Краткая характеристика силумина
- Способы соединения силумина
- Виды клея для силумина
- Полиуретановый клей для силумина
- Смоляной клей для силумина
- Какие марки клея можно использовать для силумина?
- Принципы склеивания силумина
Люди, которые углубленно не изучали многообразие металлических сплавов, вряд ли могут точно сказать, что такое силумин. Это соединение алюминия с кремнием. Компоненты образуют хрупкий, легкий металл, из которого изготавливаются разные изделия сложной формы. Прежде чем пытаться сделать из него что-то самостоятельно или чинить готовое изделие, нужно изучить, чем склеить силумин, чтобы получилось прочное соединение.

Краткая характеристика силумина
Силумин — металлический сплав на основе алюминия. Из него изготавливаются столовые приборы, посуда, емкости для хранения пищи, питьевой воды, сантехническая арматура, строительные материалы. Основные компоненты сплава — алюминий, кремний. Содержание второго элемента может достигать 22% от общей массы. Дополнительно в состав могут вводиться сторонние добавки для изменения технических характеристик.
Физические, химические свойства:
- Плотность материала — 3г/см3.
- Температура плавления — 580 °C.
- Высокая пластичность.
- Низкая прочность.
Популярность силумина объясняется его главным преимуществом — устойчивостью к образованию ржавчины. При контакте с открытым воздухом на металлических поверхностях появляется оксидная пленка, которая защищает их от воздействия факторов окружающей среды.
Способы соединения силумина
Существует несколько эффективных способов соединения деталей из силумина с другими материалами:
- аргонодуговая сварка с использованием специальных припоев;
- соединение холодной сваркой;
- склейка клеевыми составами.
Последний вариант подразумевает использование специальных клеев, с которыми нужно уметь работать.

Виды клея для силумина
Для склейки лучше использовать специальные полиуретановые или смоляные клеевые составы. Каждый из них имеет определенные особенности, которые нужно изучить до их использования.
Полиуретановый клей для силумина
Виды составов:
- Однокомпонентный. Основа состава — полимер полиуретан. К нему не поставляется растворителя. Такие клеевые средства подходят для применения на открытых частях изделий. Чтобы клей вступил в реакцию с материалом, поверхности нужно смочить небольшим количеством воды.
- Двухкомпонентный. К основе из полиуретана прибавляется специальный отвердитель. Металлические поверхности не нужно смачивать перед нанесением клеевого состава.
Во втором варианте нужно смешать два компонента и нанести массу на место соединения.
Смоляной клей для силумина
Чтобы сделать прочное соединение, которое будет устойчиво к воздействию высоких температур, лучше выбирать двухкомпонентный клеевой состав на основе эпоксидной смолы. Они подходят для соединения металла, пластика, камня, фарфора, дерева.
Виды:
- Холодного затвердевания. Для засыхания клейкой массы нужна температура 15–35°C.
- Горячего затвердевания. Применяются промышленными предприятиями. Для затвердевания клейкую массу нужно нагреть до 100 °C.
Для начала работы с клеем на основе эпоксидной смолы нужно смешать два компонента в определенных пропорциях.

Какие марки клея можно использовать для силумина?
Виды:
- Cosmopur 819. Высококачественный клеевой состав, создающий вязкий шов между соединяемыми поверхностями. Применяется для вклейки уголков, устранения зазоров.
- Подходит для соединения деталей из алюминия, герметизации швов, ремонта изделий из цветных и черных металлов. Температурный диапазон, при котором состав сохраняет свойства — от -50 до 145 °C.
- ASTROhim ACE-9305. Высококачественная холодная сварка для соединения разных видов металла. Готовый шов выдерживает охлаждение до -50 и нагревание до 145 °C.
- Эпокси металл Момент. Клей, состоящий из двух компонентов (основа с отвердителем).
Принципы склеивания силумина
Инструкция:
- Очистить металлические поверхности от грязи, ржавчины, налета. Это можно сделать с помощью щетки по металлу, наждачной бумаги.
- Протереть поверхности ацетоном, чтобы удалить жировую пленку.
- Подождать пока обработанные места высохнут. Смешать компоненты клеевого состава.
- Нанести клей тонким равномерным слоем на поверхности.
- Соединить детали вместе. Прижать руками, сжать в тисках или придавить чем-либо тяжелым.
- Вытереть сухой ветошью лишнюю клейкую массу.
Использовать склеенную деталь можно только через сутки.
Если нет возможности использовать сварку или отсутствует практический опыт работы со сварочным аппаратом, возникает проблемы с выбором способа соединения металлических поверхностей между собой. Для склеивания можно использовать специальные однокомпонентные или двухкомпонентные составы. Важно подготовить металлические поверхности, выполнить склейку строго по инструкции.
( 4 оценки, среднее 3.5 из 5 )
Люди, которые углубленно не изучали многообразие металлических сплавов, вряд ли могут точно сказать, что такое силумин. Это соединение алюминия с кремнием. Компоненты образуют хрупкий, легкий металл, из которого изготавливаются разные изделия сложной формы. Прежде чем пытаться сделать из него что-то самостоятельно или чинить готовое изделие, нужно изучить, чем склеить силумин, чтобы получилось прочное соединение.

Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Совет! Приступать к дальнейшим работам желательно через 2-3 часа после нанесения клеящей смеси. Полного застывания эпоксидной смолы нужно ждать как правило, не меньше суток.
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня. Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
У клеевых смесей есть ряд серьёзных преимуществ:
- Не требуется покупать дополнительное оборудование и искать точки подключения к сети.
- С эпоксидной смолой сможет работать любой человек без каких-либо навыков. На упаковках указывается пошаговая инструкция. Этого нельзя сказать про сварку с помощью электрооборудования.
- Отвердевший клей образует прочный шов, который немногим уступает сварочным соединениям.
- Затвердевшие составы устойчивы к коррозийным процессам, воздействию влаги, масел и топлива.
- Спустя 20-60 минут получается прочное соединение.
- Холодная сварка считается экономичным вариантом для починки разнообразной техники.
При использовании сварочных автоматов, соединяемый металл подвергается воздействию высоких температур и сильной деформации. Этих недостатков лишена холодная сварка. Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Холодная сварка ASTROhim для алюминия, серия Total Bond
ASTROhim – холодная сварка для алюминия. Используется для проведения различных видов ремонтных работ. Помимо алюминия, этот состав эффективно соединяет деревянные, стальные и керамические детали в разных комбинациях.
Этапы выполнения работ с помощью холодной сварки ASTROhim:
- Очистить рабочие поверхности от грязи, пыли. Ржавчину снять с помощью наждачной бумаги, обезжирить и просушить.
- Далее нужно смочить руки под проточной водой, отрезать часть эпоксидного стержня, смешать его с отвердителем и разомнуть в ладонях.
- Нанести готовый состав на склеиваемые поверхности. Прижать их на 15 минут.
Если нужно восстановить резьбу, нужно намазать готовую смесь на старую часть резьбы, и вкрутить болт. Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
Характеристики:
- Жизнеспособность смеси после смешивания компонентов – 7 минут. Температура в помещении должна быть около +20° С.
- Время схватывания – 20 минут.
- Проводить другие работы можно через 1,5 часа.
- Сохраняет свои свойства при температуре от -60 и до +150° С.
Отвердевает клей быстрее при нагревании и медленнее при снижении температуры.

В этой серии выпускается «Холодная сварка ASTROhim термостойкая» — высокотемпературная холодная сварка для алюминия, силумина. Надежно ремонтирует детали из других цветных и черных металлов, также керамики, рабочая температура от -60° С до +250° С.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.

Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.
Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
Эпоксипластилин, суперкомпаунд. Анлес Унипласт-универсал – представляет собой холодную сварку на основе алюминия. Используется для скрепления заготовок из различных металлов (цветных и черных), восстановления резьбы, ремонта сантехнических труб и емкостей для хранения топлива. Это двухкомпонентный состав, который состоит из отвердителя и эпоксидной смолы. Основа дополнительно усиливается алюминиевой или бронзовой пылью.
Этапы работы с Анлес Унипласт-универсал:
- Рабочая поверхность очищается от грязи и ржавчины. Обрабатывается наждачной бумагой. Затем поверхность обезжиривается и просушивается.
- Отвердитель и основу нужно отрезать в равных частях, перемешать до получения однородной массы и нанести на склеиваемые детали.
- Зафиксировать место склейки с помощью жгута или положить под груз.
Продолжать работы рекомендуется спустя 24 часа. Имеет высокие электроизоляционные свойства.
Характеристики:
- Жизнеспособность готового состава – около 25 минут. Температура +20° С.
- Максимальная прочность соединения наступает спустя сутки.
- Холодная сварка устойчива к длительному воздействию воды, бензина и масел.
- Выдерживает температуры от -40 и до +120° С.
Работать с этим клеем нужно в хорошо проветриваемом помещении и вдали от источников огня.
Виды смоляных клеящих составов
В зависимости от условий, в которых происходит затвердение, клеи на основе эпоксидной смолы классифицируют на две категории:
- Средства, которые могут застывать при температуре свыше 1 тыс. градусов. Сфера применения – промышленные предприятия.
- Составы холодного затвердевания. Застыть клеи могут при температуре не более + 350 градусов.
При использовании двухкомпонентных эпоксидных клеев рекомендуется добавлять отвердители в разных пропорциях. Каким клеем склеить алюминий с алюминием? Подробнее об этом далее.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
Характеристики:
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.
Работать с клеящим составом можно от +10 до +35° С.
Как подготовить силуминовую поверхность
Поверхность из силумина требует специальной подготовки перед сваркой и пайкой:
- Провести тщательную зачистку рабочей зоны для устранения оксидной пайки. Лучше всего использовать для этого металлическую щетку или наждачную бумагу.
- Обеззаразить поверхность, используя бензин, ацетон или другой растворитель.

Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
«Быстрая сталь» METALFIX LAVR – двухкомпонентная смесь, которую используют для соединения черных и цветных металлов, бетона, дерева, пластика, гранита и различных полимерных материалов. Также эту холодную сварку используют для починки сантехнических труб, ремонта автомобилей и промышленного оборудования.

Применение:
- Поверхности склеиваемых деталей очищаются от слоя пыли и ржавчины. Далее она обрабатывается с помощью крупнозернистой «наждачки».
- Нужно обезжирить поверхности и высушить.
- Отрезать часть эпоксидной смолы и тщательно размять её в ладонях.
- Нанести смесь на склеиваемые поверхности, растереть её до нужной формы любым плоским предметом.
Чтобы продолжать работы, нужно выждать всего 1,5 часа. Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.
Характеристики:
- Частично схватывается клей за 15 минут.
- Устойчив к длительному воздействию влаги и масел.
- Полное отвердевание достигается спустя сутки.
- Выдерживает температуры от -60 до +150° С.
- Желательно успеть нанести холодную сварку за 10 минут.
Полезные советы
Мастера советуют при покупке клея и проведении работ придерживаться некоторых полезных советов:
- Двухкомпонентные массы справляются с соединением алюминиевых элементов, но если надо провести склеивание алюминиевых сплавов, то лучше применить средства с содержанием метилакрилата.
- Склеивание алюминия происходит за счет расщепления покрытия компонентами, содержащимися в специальном средстве.
- Если конструкцией предусматривается применение для хранения пищи, воды, то нельзя использовать средства с содержанием эпоксидных смол.
Газовая сварка может стать причиной окисления металла, что не происходит при применении клеевых средств.
Рекомендуем видео по теме:
Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
Aluminium Putty F (Devcon F) – двухкомпонентный состав, который насыщен алюминиевым порошком. Используется для соединения цветных металлов, а также пластика и бетона. С помощью этой холодной сварки можно создавать алюминиевые поверхности, которые устойчивы к воздействию коррозийных процессов.
Применение:
- Изначально поверхности склеиваемых деталей очищаются от краски, грязи и ржавчины. Остатки масла и жира нужно удалить с помощью растворителя. При работе с изделиями из алюминия, нужно зачищать его перед нанесением холодной сварки.
- Если работы проводятся при температуре менее +10° С, поверхности разогреваются до +40° С.
- На плоской дощечке смешивается основа и отвердитель с помощью шпателя. Им же готовый клей наносится на детали.
- Готовое изделие обрабатывать мокрой шкуркой.
При нанесении клея, нужно вдавливать его в пустоты и трещины материала. Холодную сварку этого типа можно использовать для починки емкостей, в которых будет содержаться бензин или масло.
Характеристики:
- Начинать механические работы со склеенным изделием после отверждения не ранее чем через 4 часа. Через 16 часов при комнатной температуре достигает 75% полной готовности к использованию.
- Устойчив к коррозийным процессам. Защищает металл.
- При полной готовности сохраняет свои свойства при температуре до +120° С.
- Наносить клей можно в течении 60 минут.
Компаунды Devcon F имеют химстойкость к воде, растворам солей, бензину, нефтепродуктам, маслу и пропиленгликолю. Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.
Предъявляемые требования
Для защиты силумина требуется создание прочной окисной пленки. Ее формирование усложняет процесс работы. Если обрабатываемая деталь не будет находиться под большой нагрузкой, сварку допустимо выполнять при постоянном токе, отличающемся обратной полярностью, с применением электрода. Кроме того, обработка таких изделий может быть выполнена прямым током и с применением неплавящегося вольфрамового или угольного электрода.
Особые требования предъявляются к нагреву деталей для проплавления. Для этого можно использовать газовую горелку. Если толщина материала менее 10 мм, нагревание проводится до 250-300°C. Если заготовка толще, производится нагрев до 400°C.

Есть требования и к силе тока: его регулируют до начала сварки. Желательно провести тестирование на силумине схожей толщины. Сварочная работа должна проводиться непрерывно 1 электродом, т.к. формирующаяся при остывании пленка включает в себя шлаки, которые препятствуют повторному розжигу дуги. Таким нужно постараться сразу же заварить всю необходимую поверхность, т.к. преждевременное прекращение работы ухудшит качество шва.
Только массивные заготовки могут быть сварены в 2 прохода. Сначала разогреваются края, а затем ведется шов. При этом присадка держится в левой руке и перемещается позади электрода. Его необходимо помещать на расстоянии 7-10 мм. Нельзя допускать плавления припоя каплями, т.к. это приведет к разбрызгиванию силумина и отсутствию формирования шва.
Рекомендуем к прочтению Выполнение сварки меди и ее сплавов в домашних условиях
Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
«Permatex GOLD WELD» — многоцелевой компаунд, смесь на основе “эпоксидки”. Применяется для соединения различных металлов, пластика, керамических изделий, стекла, дерева, резины и различных полимеров. Наносится с помощью тюбика. Процесс применения похож на нанесение клея-момента. Рекомендуется для жесткого соединения и заливки форм.
Характеристика:
- Отвердевший состав устойчив к разрушительному воздействию щелочей и кислот.
- Не поддаётся коррозийным процессам.
- Застывает за 4 минуты. Время частичного отверждения – 10 минут.
- В готовом изделии кратковременно выдерживает температуру до +177° С.
Эта холодная сварка устойчива к физическим воздействиям и вибрациям. Благодаря этому её используют для починки промышленного оборудования. Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.
Сварка деформацией особенности технологии
Когда алюминиевые заготовки соединяются при комнатной температуре, этот способ называется “холодная сварка”. Помимо использования клеевых составов, которые были описаны выше, существуют принцип деформации. Заключается эта технология в нескольких ключевых этапах:
- Алюминиевые поверхности изначально обезжириваются.
- Далее заготовки сближаются как можно ближе и сдавливаются под воздействием давления.
В во время процесса сдавливания, разрушается внешний окисленный слой. Между кристаллическими решётками металла образуются межмолекулярные связи. Таким образом получается надёжное соединение.

С помощью этой технологии можно скреплять другие цветные металлы. Давление может подаваться равномерно или добавляться вибрация. По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.
Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Точечная технология
С помощью этого метода холодной сварки алюминиевые листы могут соединятся внахлёст. Считается наиболее популярной технологией из трёх представленных. Процесс скрепления:
- Детали кладутся друг на друга и прижимаются с двух сторон специальными зажимами.
- С определённым интервалом располагаются пуансоны, на которые и будет передаваться точенное давление.
- На пуансоны передаётся усилие, которое вдавливает их в металл.
Прочность соединения будет зависеть от того, насколько сильно вдавливается пуансон в металл и из какого материала изготовлены эти точечные элементы. Также важным моментом считается количество точек в соединительной линии.
Главное преимущество точечной холодной сварки – малая деформация детали. Она происходит только в точках соприкосновения элементов через которые на алюминий передаётся давление.
Достоинства и недостатки аргонодуговой
Аргонодуговая сварка единственный на сегодня метод получить стык деталей из силумина, не уступающий прочностью основному металлу.
К другим ее преимуществам относят:
- скорость;
- возможность регулировки и подстройки под любой тип сплава;
- надежность и простота предотвращения образования оксида алюминия.
Серьезных минусов два:
- цена аппаратов с помощью которых получается успешная сварка силумина начинается от 40-45 тыс. руб.;
- высокие квалификационные требования к сварщику.
Кроме того, сам процесс недешев, поэтому использовать его имеет смысл для ремонта уникальных изделий.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Skip to content
Склейка или сварка силумина?
На чтение 3 мин. Просмотров 8.9k. Опубликовано 21 мая, 2014
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».